12月例会は正栄工業株式会社様のベンチマーキングで、5社12名が参加されました。
本来なら、6社16名の参加予定でしたが、コロナ禍ということで自粛されました。
残念です。
2018年は81点、2019年は83点、今年は絶対に90点を超える!と相当な意気込みでベンチマークの受け入れ準備をされてこられました。その結果は・・・
89.25点!
僅かに90点に届きませんでした。残念です。
当日の久保社長の社員へ向けてのメッセージです。
**********************************
今日は、APRAのベンチマークでした。
浦田、国分共に89.25点という結果が物語っています。
まだまだ90点を正栄工業に獲らせるわけにはいかないと神様からのお告げだと思います。
もし今回90点獲れていたら間違いなく明日から気を抜いていたと思います。
(中略)
もしもう一度チャンスをいただけるのであれば、次こそは誰が見ても90点越えの会社だと思ってもらえる状態を創ります。
お客様が帰られた後に国分のメンバーに89.25点を告げて、この悔しさを次回に晴らそう、95点を目指すと宣言しました。採点表の分析をして弱い部分を強化します。
**********************************
続いて、当日参加の共立運送様の大槻社長のFACEBOOKでのコメントを紹介します。
関西APRAの繋がりの中で和泉市の久保社長率いる正栄工業にベンチマーキングに寄せて頂きました。
最近の4年で従業員倍増以上、外国人労働者も積極的採用し、障害者雇用もされている素晴らしい企業です。
整理の徹底で不要物廃棄を進められ、この一年で9トン処分され、スペースの確保、安全性と効率性の向上を図られ、見違えるような職場環境を実現されています。
表示標識の徹底で、誰もがすぐに間違いなくオペレーションを行える体制も整えられています。
また、アナログからIT化を図られ、工程管理や情報共有のスピードとコミュニケーションの活性化により、生産性と効率性を強化されていました。
このような内容を各部署の責任者の方々が代わる代わる一生懸命にお話をして下さいました。
改革の原動力は幹部社員さんの本気度でした。NO.2の育成が会社変革の肝ですね。
グッドフェローズ様の丹頂社長も「凄い、綺麗な工場」としきりに言われていました。
私の目から見ても、今回は90点を超えていると思ったのですが、やはり何かが不足しているのでしょう。
久保社長の言われる通り、「神様がまだ」という評価なのだと思います。
来年は8月の受け入れです。その時は95点が取れるように頑張って欲しいと思います。
ではいつもの様にパワポと画像を使って説明させていただきます。
環境整備だけでなく、業務改善など企業を進化させるために取り組まれたことの紹介です
Team Managerという人財育成と予実管理のシステムを導入し、部下管理をされています
従来は手書きだったサンクスカードを電子的にすることで集計の手間の削減だけでなく、どういう分野でサンクスカードが発行されているかという分析もできるようになっています
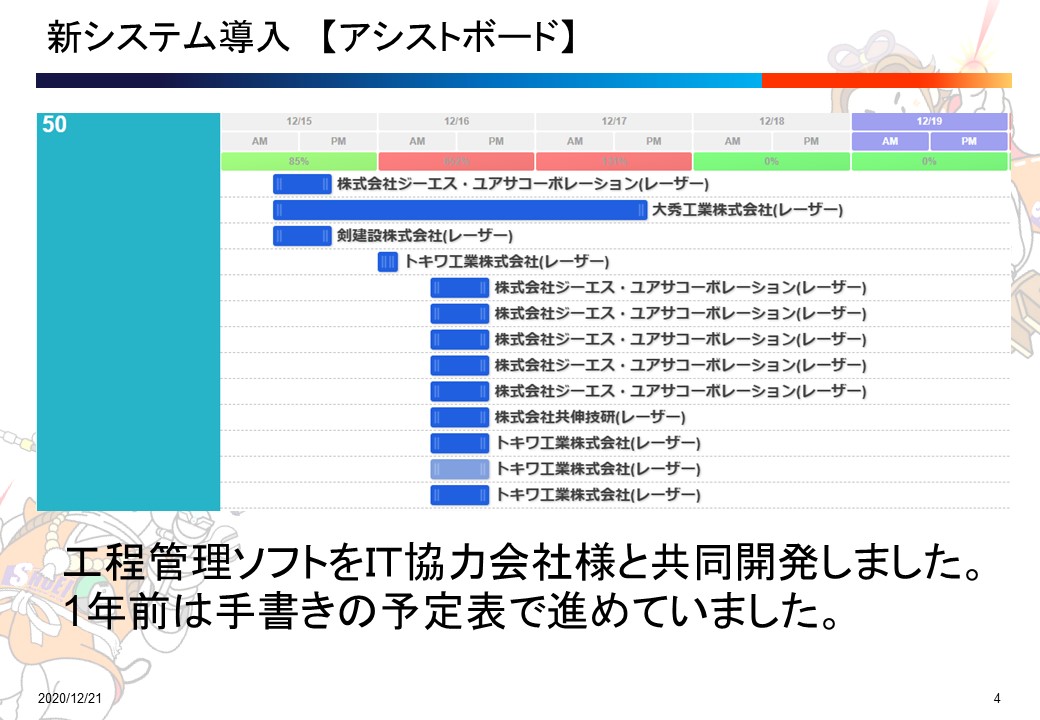
アナログで行っていた「工程管理」をシステム化されました
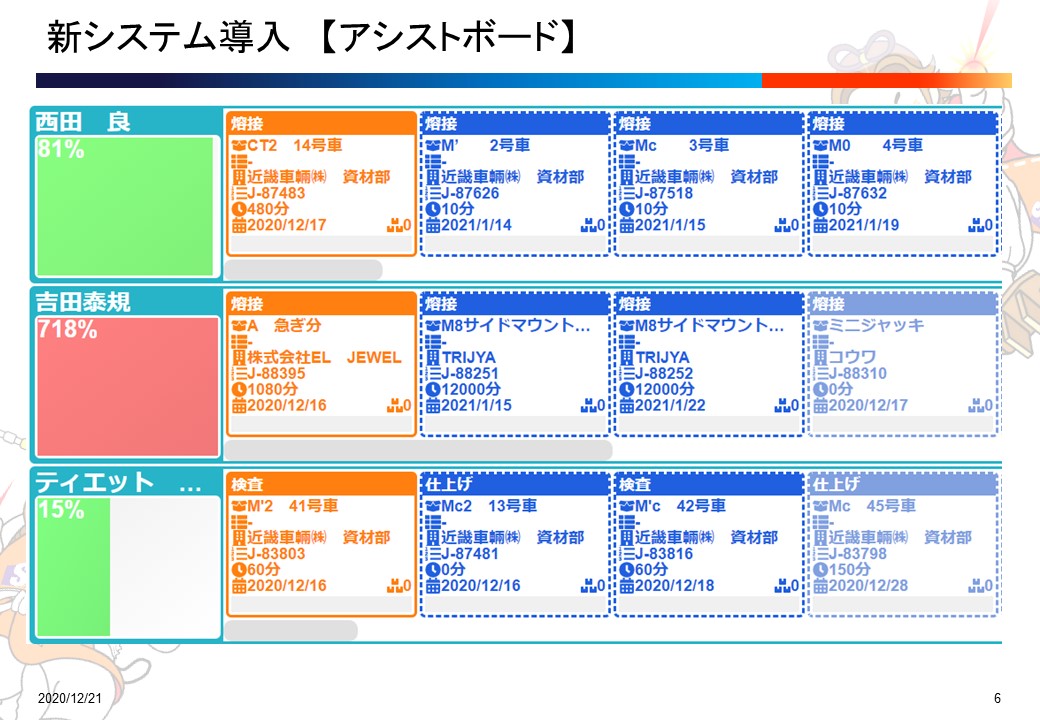
一人ひとりの作業予定が明確になりました
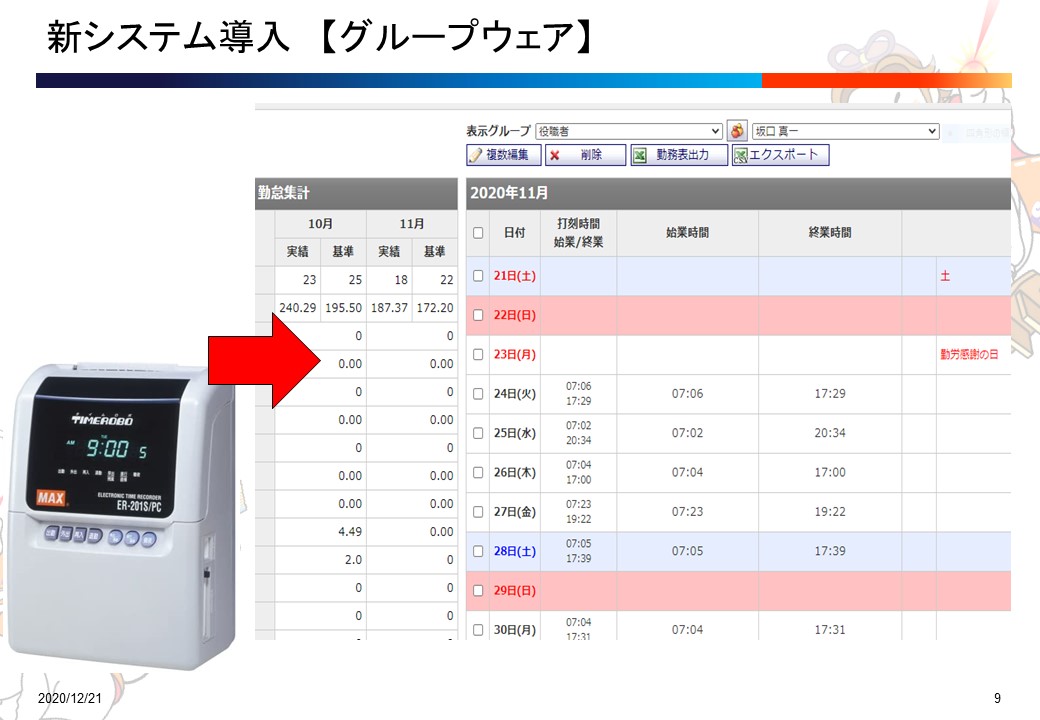
出退勤管理はタイムカードからグループウェアに移行されました
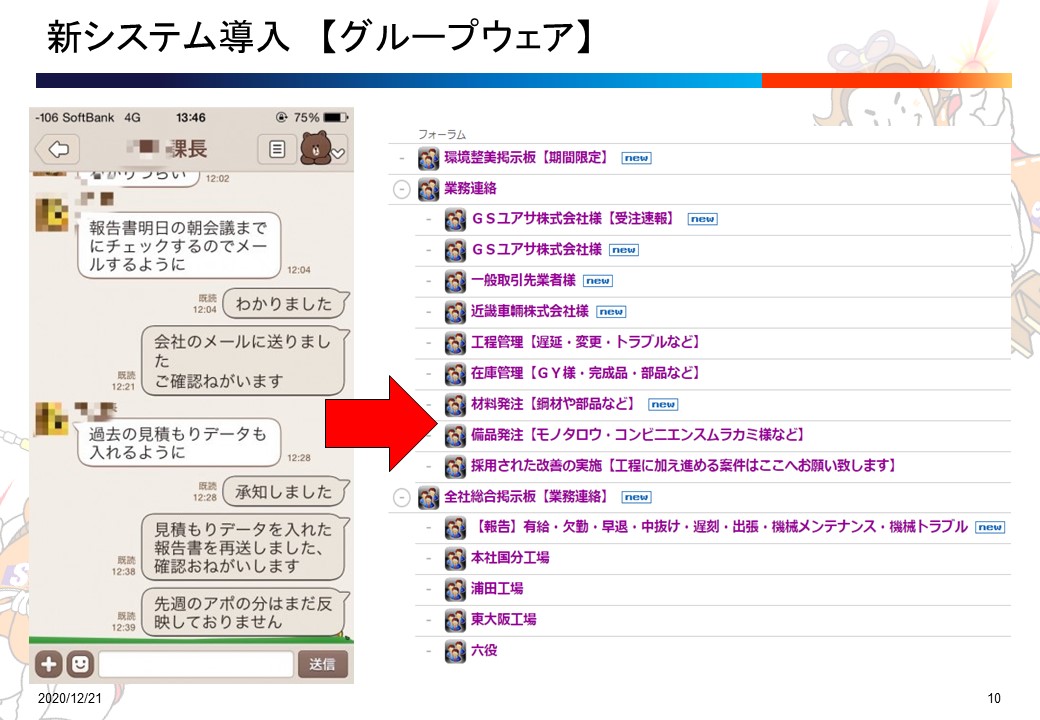
ラインを使った業務連絡をグループウェアに変更されました
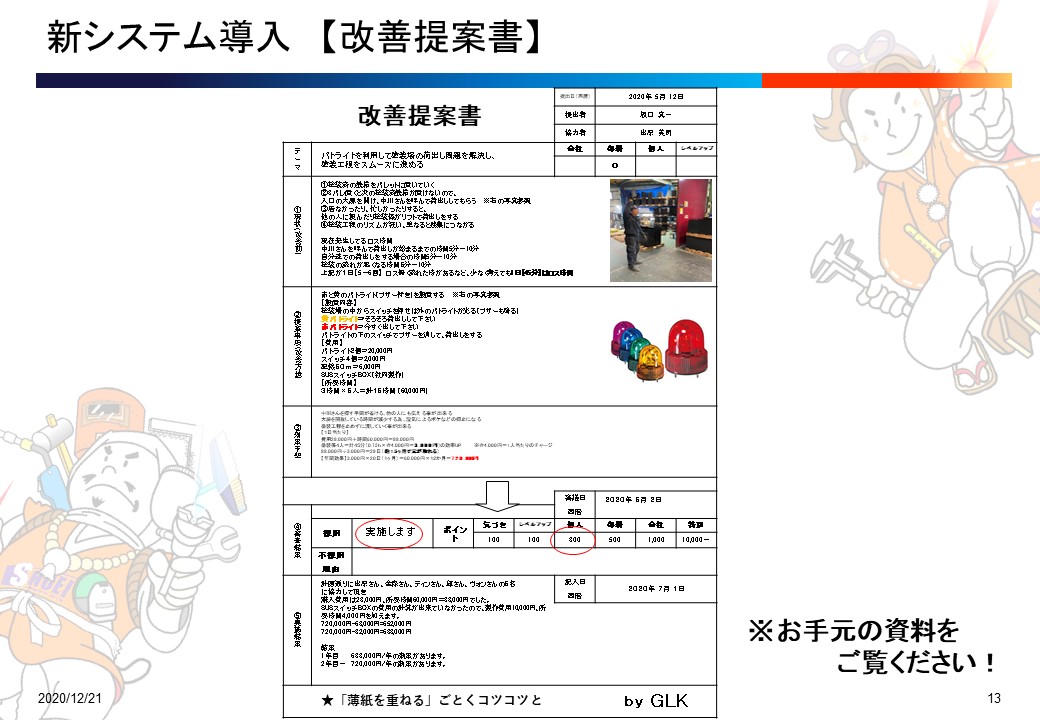
業務改善は各自が勝手に行わず、改善提案書を提出し、審査を受けて、合格となったもののみ改善に着手できます。費用対効果を明確にすることで改善効果が高まりました。起案から承認までの時間は最短3日程度まで短縮されています。提出先はグループウェアになります
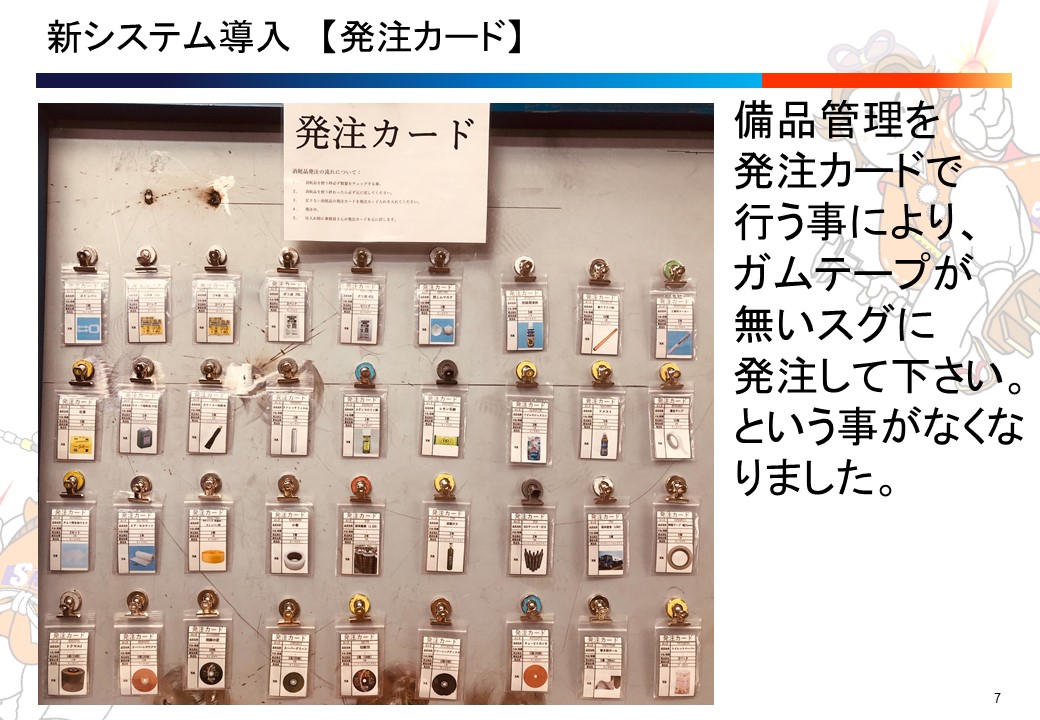
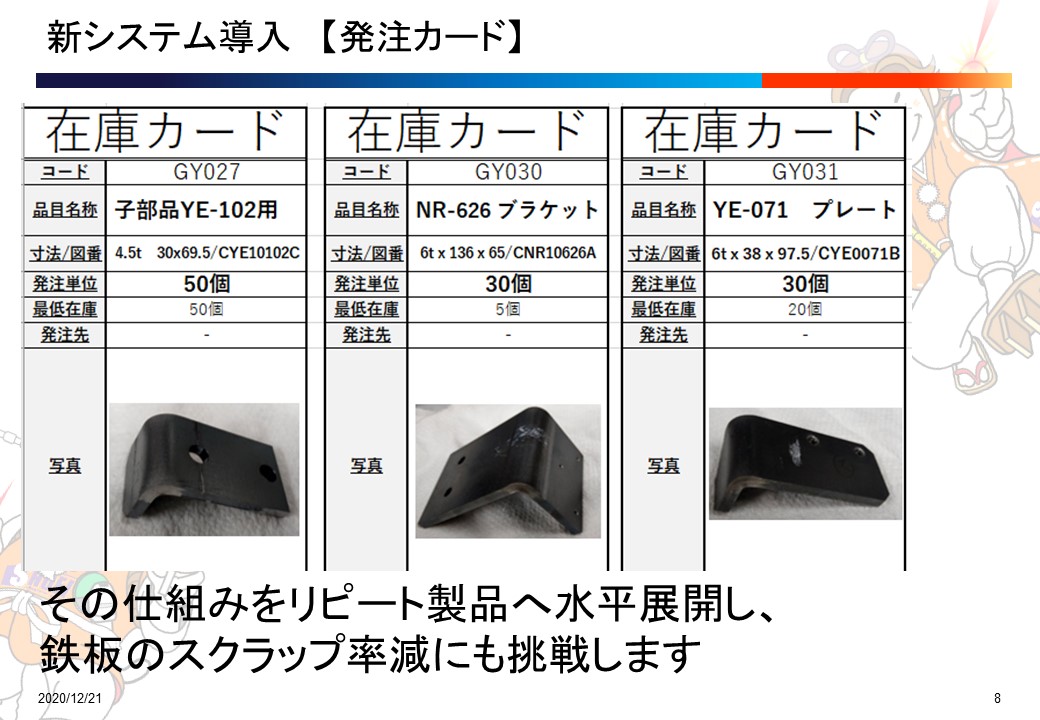
備品発注は発注カードシステムを採用されました
今回のベンチマーキング受け入れに際し、本社と2つの工場ではそれぞれ取り組み目標を決め、それを徹底されました。まずは本社です

食堂と事務所を入替えることで、事務所内に「営業」「営業事務」「工務設計課」「管理部」を纏めることができ、意思疎通のスピードを早められました
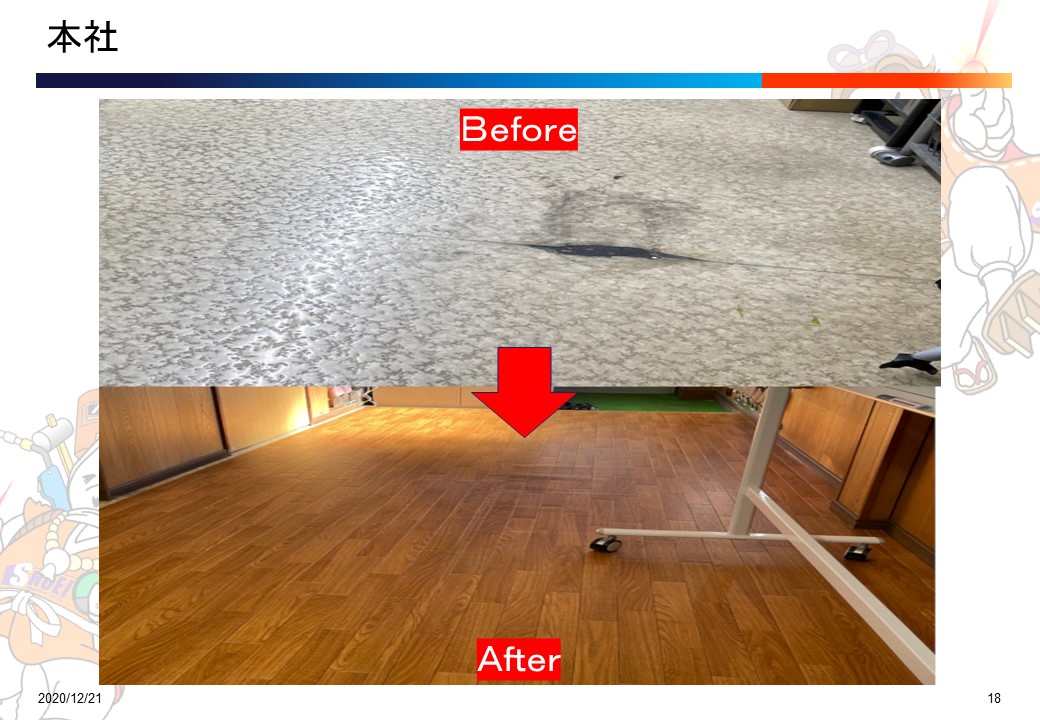
劣化した床を自分達で張り替えられました

倉庫に通じる通路が倉庫状態になっていたのでそれを改善。合わせて書棚を綺麗に整理されました

倉庫内の書類もこれでスッキリとしました

配線も整理されています

続いて国分工場を紹介します。最初は塗装場。塗料缶が片付けられ、床面も綺麗になりました
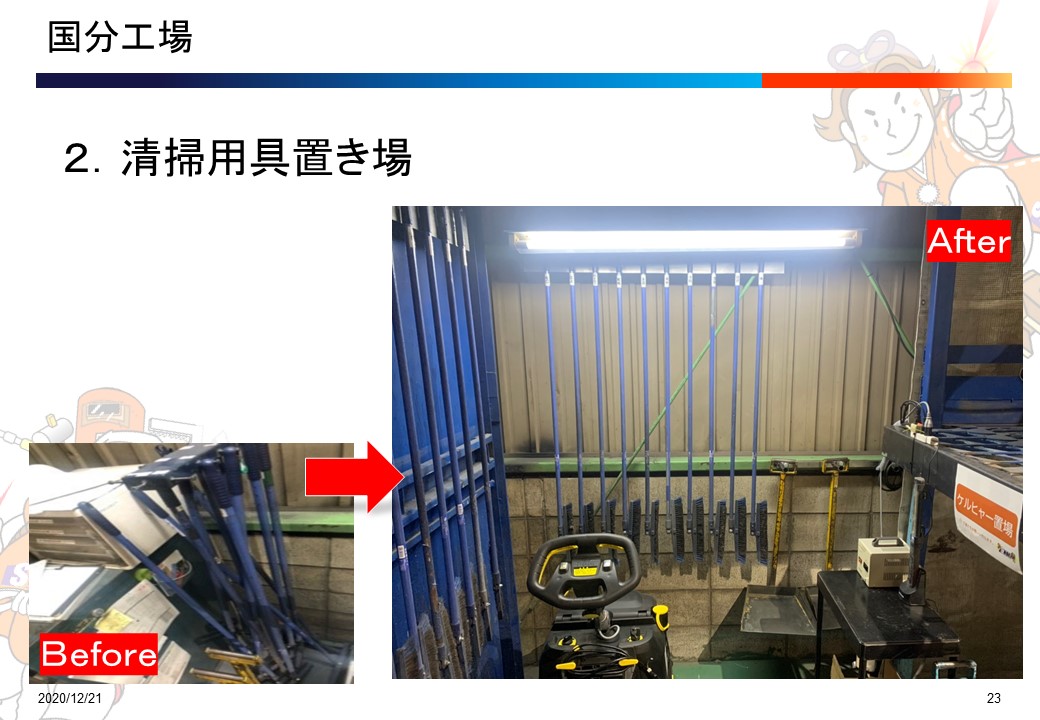
掃除道具置き場です。以前とはかなり様変わりしています

出荷場が整理されていないため、荷物の積み忘れなどもありましたが、今はこんなにスッキリしています。出荷場は在庫置き場に変更となりました

そして不要物の一時置き場となっていた倉庫が出荷場として生まれ変わりました

出荷場となった倉庫の外壁はDIYで補修し、塗装をされました
続いて浦田工場を紹介いたします
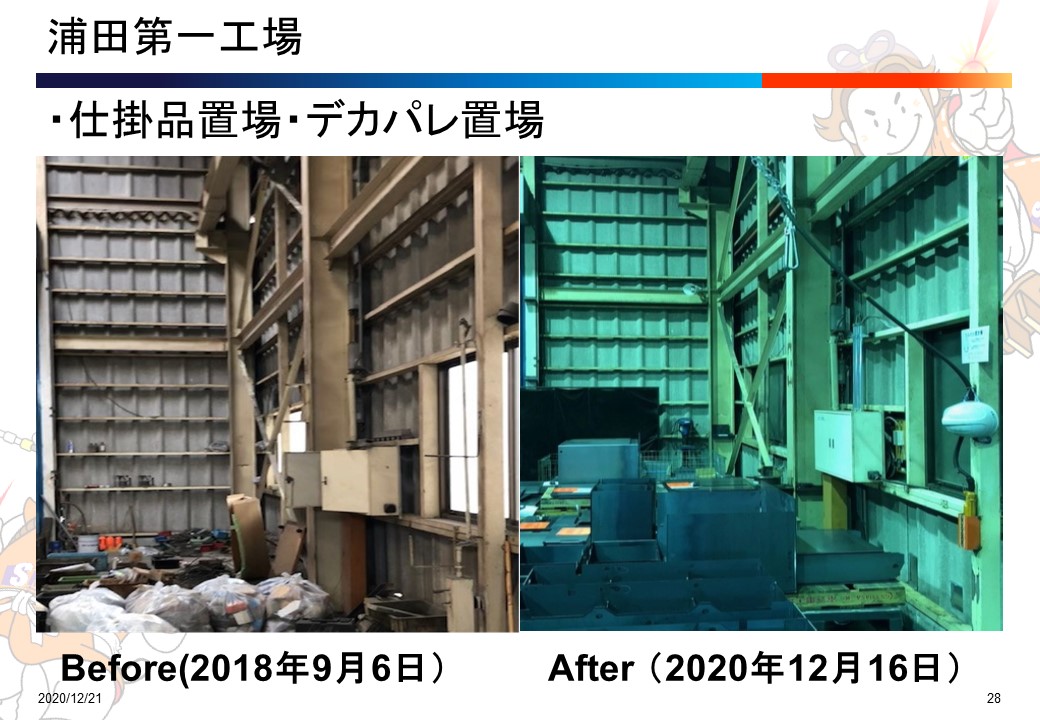
浦田工場には2年前に移転。移転当初は写真の様に「汚い」「乱雑」な工場ですが、2年をかけて、自分達の創意工夫で現在はとても綺麗な工場となっています
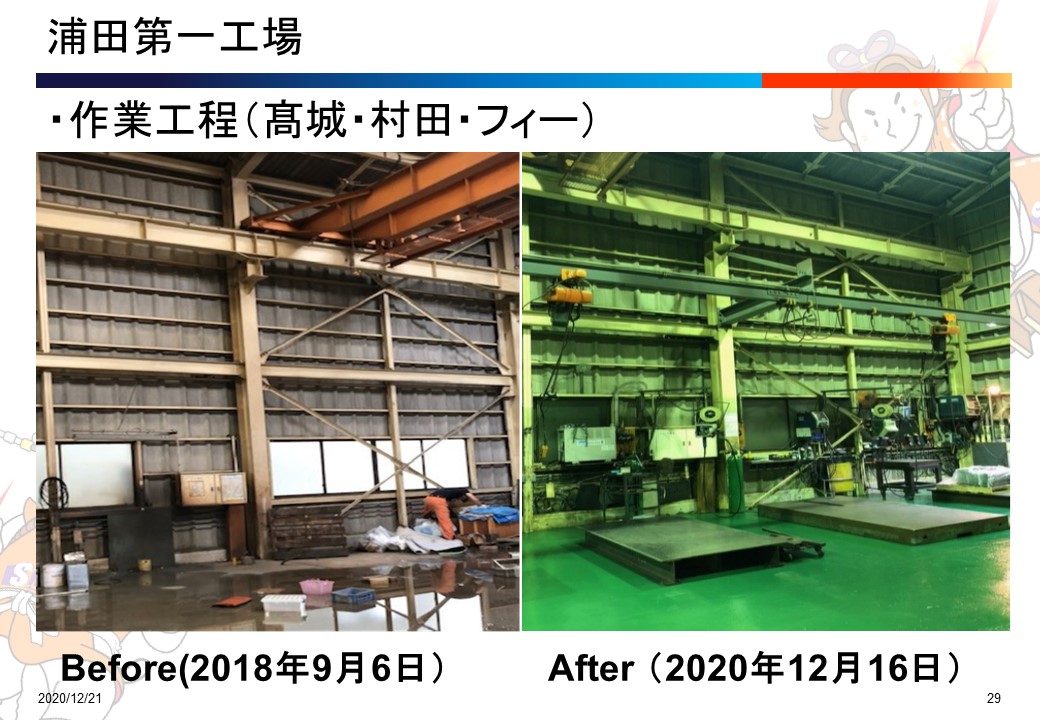




今回の環境整備において、合計9トンも廃棄されました。スゴイでね~

環境整備点検の後は社長より、「激動の2年間での社員の成長」というテーマで講話をいただきました。写真は6年前の正栄工業様です。



わずか数年で社員数が倍以上です

続いて人財育成の取り組みを紹介します

正栄工業様では環境整「美」という字を使っています

久保社長
坂口国分工場長
田中技術開発部長

髙城浦田工場長

浦田工場とは常にオンラインで繋がっています

先月、共立運送様のベンチマーキングで学んだ「当たり止め(白いボード)」を早速真似されています

自作の歪み取り器

改善箇所はこのように担当者が説明をしてくださいます。写真はベトナム人実習生のフィーさん

ベンチマークの様子


ウエルカムボード
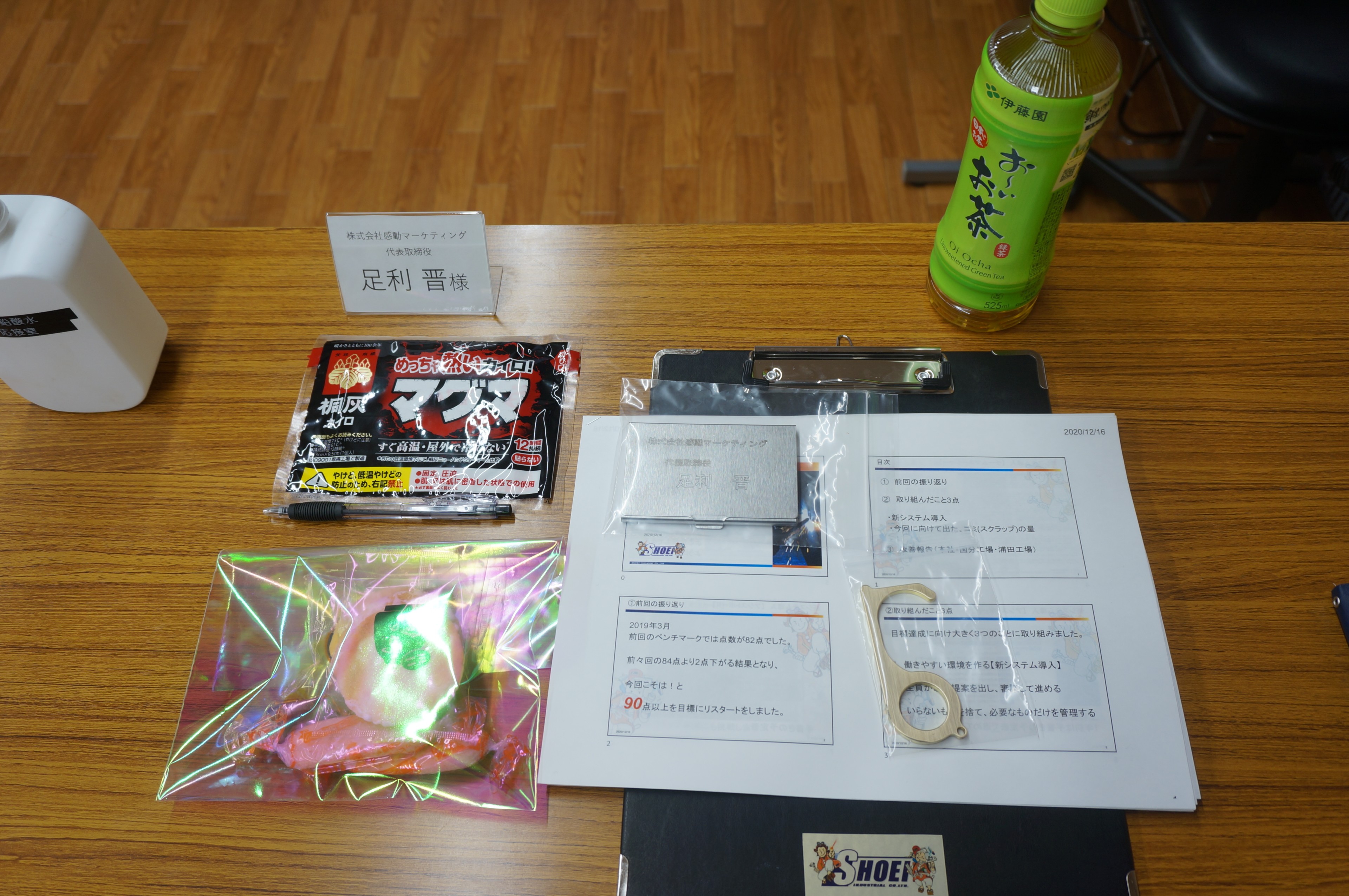
寒いのでカイロを用意してくださいました。銀色の四角いケースは名前入りの名刺入れ。レーザーで刻印されています。「6」という計上のゴールドのものは扉や窓の開閉時に使用する「感染防止」のツールでオリジナル製品です